Why We Sand
- Level surfaces and joints.
- Create a uniform texture to help stains develop an even color and increase finish adhesion to the wood.
- Level and roughen the surface of a finish to increase the smoothness and adhesion of the next coat.
- Sanding is similar to any other machining operation. The grit on the sandpaper is like the teeth on a saw blade. They remove tiny chips, called swarf, as they move across the surface of the material. The spaces between the grit act like the gullet of a saw blade, as they allow for chip clearance.
What We Sand
As woodworkers, we generally sand wood, finishes, and solid surface material. Sandpaper is broken into a couple of general classifications according to what it is going to be used on.
- Open Coat / Closed Coat – Open Coat paper has grit on only 40% to 70% of the backing material. This allows more room for the swarf when sanding wood so it doesn’t clog the paper. Most papers designed to sand wood are Open Coat paper.
- Stearated / Non-stearated – finishes and solid surface material soften from the heat generated by sanding and will melt onto the paper and clog it. Stearates are a soap-like material that coats the paper so that the molten material won’t adhere to the paper.
Aluminum Oxide
Silicon Carbide
Performance and Price Are a Function of the Details
Minerals
Aluminum Oxide – a sharp, block-like material. It has a characteristic that makes it unique among the various abrasive materials; as you sand, it constantly fractures and renews its cutting edges. This characteristic is called friability. Aluminum Oxide is also a very tough material, so the edges won’t dull before they fracture. This combination means that it stays sharp and cuts much longer than the other minerals. It is available in a large range of hardness, which means that there are Aluminum Oxides that are good for sanding finishes and others that work well for sanding paints/finishes or even solid surface material.
Garnet – a blocky natural mineral still used for some sanding applications. It is not friable and not very tough, so it dulls quicker and cuts slower than Aluminum Oxide. It tends to burnish the wood surface which can cause adhesion problems for some of the higher solids finishes.
Ceramic – the hardest of the common abrasives. It comes in shapes that can include blocks, wedges, or shards. Like Silicone Carbide, they do not fracture and renew their cutting edges when sanding wood, so they are not friable. Ceramics are extremely tough so they do not dull easily. Generally, you will find ceramics in coarse grits on cloth backers, usually in the form of sanding belts.
The Grit
There are 3 basic grading scales when it comes to the grit of sandpaper. In the US it’s the CAMI scale; in Europe it’s called the FEPA or the P scale and finally the Micron scale (µ). The US and European refer to the particles per square inch and the scale number gets larger as the particle gets smaller. The Micron scale refers to the size of the particle, so the number gets larger as the particle gets larger. The US and European scale are pretty close to the same until you reach 240 grit. After this point they diverge; for instance 400grit US = P800.
The major difference between the scales is the tolerance for variation in grain size within a grit. The P and Micron scales have a much tighter tolerance than the US CAMI scale. The Micron scale has the tightest tolerance. The tighter tolerance means a more consistent cut and fewer stray scratches from oversized particles. P and Micron scale papers are best for sanding finishes/paint. Micron scale papers are best for solid surfaces.

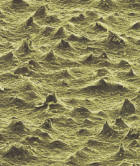
Sanded with a hard pad
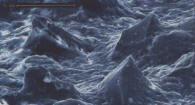
Sanded with a soft pad
The Paper
The scratch that sandpaper makes is a function of more than just the size of the grit. Manufacturers choose the backing material to augment the sanding characteristics of the abrasive mineral and grit that is deposited on it. The two factors that affect backer performance are stiffness and flatness.
Stiff backers will not let the grit flex under load, so they will cut very aggressively and produce deep scratches. Thinner and more flexible backers will allow the grit to compensate for the irregularities of the wood’s surface and will produce a smoother finer scratch. The softness of the pad on the sander can also produce these same effects. The flatter the backer the faster and more consistently the sandpaper will cut.
- Cloth is the stiffest backer, but the least flat. What the cloth gains in speed it loses in consistency. Sanding Belts are an example of a cloth-backed product
- Paper backers are not as stiff as cloth, but they are flatter so they will give a more uniform scratch. Papers are rated by weight from A to F, with A being the lightest. Carat discs have paper backers
- Some A-weight papers are infused with latex which makes them very flexible for extremely consistent scratch patterns. They can be creased and folded without the grit falling off the crease which can be very important in hand sanding applications
- Plastic film backers are stiff as well as flat. They give the ultimate performance as far as speed and uniformity. Plastic backers are usually used on only the finest of Micron grits
- Woven and sponge backers are a relatively new addition to the abrasive world. They are extremely flexible and have little rigidity. Sponges and non-woven pads produce a consistent scratch pattern and their flexibility makes them a good choice for sanding moldings