The Waterborne Finishing System
In any coating system, every process in the finishing chain affects the appearance and quality of the final product. Because of the unique properties of a waterborne finish, we will look at other processes in the system to see how they differ from a solvent-based system. It is often the lack of understanding of these processes that leads to poor results with waterborne finishes and not the finish itself.
Sanding
White Wood Sanding
When it comes to sanding bare wood you will find that depending on the species and the stain system you may have to follow different sanding schedules. Grain raise in a waterborne system is always an issue as we discussed earlier. If you use a water-based stain it will further add to the grain raise issue. The best solution is to use aluminum oxide sandpaper and experiment to determine what sanding schedule works best for your particular application. In many cases, it is not uncommon to use 220 – 280 as your final grit.
When using wiping stains with any finishing system you know that the stain color is affected by your sanding schedule. Courser sanding grits normally produce darker colors; the exception is stains that contain a lot of dye. These types of stains produce darker colors with finer sanding grits. The key with a waterborne finish is to find the balance between color and grain raise.
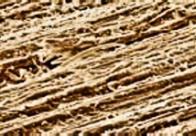
Wood sanded with Aluminum Oxide Sandpaper*

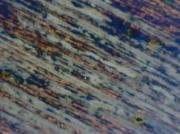
Wood sanded with Silicon Carbide Sandpaper*
Sanded with 240-grit paper
Sanded with 120-grit paper
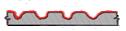
Cross section of coating (blue) on wood
Sanding Between Coats
Once dry there is no chemical burn-in between coats of waterborne finishes, so the dry finish must be sanded before recoating; the sanding scratches provide a mechanical bond for the new coat to adhere to. Waterborne finishes are very hard and can be tough to sand. It is best to sand between coats with 220-320 silicon carbide sandpaper. Be careful to avoid sand throughs when sanding between coats as they can cause wrinkles or show a halo at the sand thru location. For best adhesion, recoat the day you sand and be sure to blow or wipe the surface clean before recoating as the sanding dust does not re-melt. On open-grain woods, make sure that you remove the sanding dust from the pores.

Halo Caused by Sand Through
The stain system you choose has a large impact on the overall success of job. Avoid using waterborne finishes over oil-based stains. If you must, make sure the stain is completely dry. This could take as long as a couple of days.
As stated earlier, waterborne finishes generally produce a much clearer film than solvent based finishes, especially lacquers. Matching an existing color sample can sometimes be difficult especially dark colors. One of the first thing you might notice is that woods like cherry and walnut lack the glow obtained with solvent based finishes and look rather “dead”.

Halo Caused by Sand Through

Halo Caused by Sand Through
Stains
Waterborne Stains
Water-based stains produce a different “look” than solvent-based stains. They can produce a greater variation between early wood and late wood. This is due to the difference in absorption caused by the difference in wood density. As with solvent base stains, water-based stains are prone to blotching. With both stain systems wiping on a clear stain base, letting it set for a bit, and then wiping it off before applying the pigmented wiping stain will help. The key is to let the clear base dry completely before applying the color. I find that this technique provides more consistent results than applying a washcoat then scuff-sanding before staining. It also eliminates the scuff-sanding step. Water-based stains are non-flammable and VOC compliant. They also raise the grain and dry quickly.

Grain Raise
Short open time can make it difficult to stain large or complex pieces. After applying the stain, one trick is to wipe the stain off with a damp rag before using a dry rag to remove the excess. The stained wood may need a swipe with fine-grain sandpaper to remove excess raised grain. Sanding with a heavy hand will remove color.
It can be hard to make toners with waterborne finishes since they usually require heavy reduction to avoid excess film build. Over-reducing waterbornes can lead to cratering and runs on vertical surfaces.
Solvent Based Stains
Hybrid systems using solvent-based stains with waterborne finishes can simplify the finishing process. They produce minimal grain raise, have longer open times, and may have relatively short dry times. Although they are flammable, there are VOC-compliant formulas available. Many use the same colorants and stain formulas that the standard solvent-based stains use. When using solvent-based stains, you should always make sure that the stain is completely dry, especially when used on deep-grained woods. If you use solvent-based stains, stain and seal on the day you sand for best adhesion.
Loss of Adhesion due to Wet Stain in Pore
Finish Application
Rules
Here are some basic waterborne application rules that should help eliminate problems:
- Generally use a larger size needle/nozzle/air cap combo in spray guns
- The larger the nozzle size the more air needed to atomize the fluid stream
- I personally prefer Reduced Pressure spray guns over HVLP. They have the same transfer efficiency but have finer atomization and use less air.
- If you use a turbine unit a three or four stage system will give the best atomization
- If the gun was used previously for a solvent based finish run some clean water thru it before adding the water- borne
- Stir material very well – especially paint
- Re-emulsify the water with the resins and pigments
- Paint will sometimes crater if not stirred well
- Avoid vigorous shaking of the product as this will encapsulate air bubbles into the mixture
- Good results can be obtained with an inexpensive paint stirring attachment used on an air drill
- Agitators are highly recommended when using a pigmented finish in a pressure pot or with an air assi sted airless system
- Run agitators slowly to avoid whipping air into the finish
- Spray light coats – 2 to 3 wet mils
- Faster dry
- Waterborne has a higher specific gravity than solvent-based products; this, combined with a sometimes slower dry time, can lead to increased sagging on vertical surfaces.
- Eliminates cloudiness when applied over dark stains
- Higher wet mil thickness increases surface tension which exaggerates the pore on open grained woods. Lower wet mil thickness gives a crisper pore
- When spraying sealer on stained woods ,to avoid burn thrus, apply two light coats wet on wet and then sand.
- Do not over reduce material
- Check with the manufacturer about using water to reduce viscosity
- More water means higher surface tension which can create craters and pinholes
- Increased sagging and runs on vertical surfaces
- If performing wet on wet application do not wait too long before recoating
- Total finish system requirements
- Minimum 3 dry mils
- Maximum 5 dry mils

Runs

Cloudy Finish

Wet Mil Gauge

High Wet Mil Thickness
Reduced Wet Mil Thickness
Drying
Lower Wet Mil Thickness
So far we have pressed the subject that waterborne is temperamental when it comes to drying. This fact may seem to have a significant impact on production if you do not use ovens to dry the finish. Quite simply, the dry time can be overcome by applying fewer wet mils per coat, although this may require additional coats to bring you up to the desired dry mil thickness. Waterbornes typically have a high percentage of solids by volume. If you are using a pre-catalyzed lacquer this might not even be an issue. For instance, three coats of a 33% solids-by-volume waterborne, applying at three wet mils will give a system total dry mil thickness of 3 dry mils. Thee coats of a 25% solids-by-volume pre-catalyzed lacquer applied at five wet mils will give a system total dry mil thickness of 3.75 dry mils. Both scenarios will meet most finish manufacturers’ requirements for minimum system dry mil thickness.
Increase Temperature
Heated air not only increases the evaporation rate of water, but as we stated in the humidity section, as the tem- perature increases so does the water holding capacity of the air. In large production facilities they use ovens. In a small shop the solution might be as simple as turning up the thermostat.
Air Movement
Air movement through the use of fans can also speed drying, even at higher relative humidity levels. If you can imagine a typical vertical door rack where each door becomes a ceiling for the door below, As the water evaporates off of the finish a little micro-climate of water-laden air forms across the surface of the finish effectively held in place by the door above. It gets to the point where the air becomes saturated and the transfer of water in the finish to air becomes slowed. Air moving across the surface of the coating allows the airborne water particles to be swept away and replaced with air that is at a lower moisture content, thus speeding the water transfer process. When the humidity is high this same principle holds true. Although the dry times will not be as fast as in low humidity conditions, it will be faster than if no air movement was involved. An important point to remember is to allow the freshly sprayed product some time to flash off before moving it in front of a fan or else you will have pinhole problems.
There is one final consideration to be made when employing the previously mentioned methods; in an enclosed environment eventually all of the air will become heavily laden with water vapor and the drying process will slow. Running your spray booth will help exhaust the moisture rich air. Cycling the booth on and off after you are finished spraying may help conserve heat in the winter, but you must be careful of air quality levels.

Dehumidification
Dehumidification is a rather new approach to the subject of drying waterborne finishes. The concept is brilliantly simple. As stated earlier water moves to the surface of the pool of finish by diffusion, followed by evaporation from the surface and then dispersion into the air. By supplying air that is at a very low relative humidity level the rate of this process is increased without the addition of heat. Heat can not only increase the possibility of pinholes and water entrapment, but it is expensive. Heated air systems are open-loop. Eventually, the warm air will saturate with water and must be exhausted. The expensive heat goes up the stack, so to speak. The dehumidification process is a closed-loop system. It typically operates in an enclosed room or chamber. The air is moved across the wet parts and is sucked into a filtered two-stage dehumidifier. The first stage employs a desiccant or moisture absorbent material like silica gel which removes a portion of the water. The second stage is a refrigerated coil dehumidifier. As the reduced moisture air moves across a refrigerated coil it is cooled, and the remaining moisture condenses, is collected, and drained. The compressor used to cool the coil generates heat. This heat is used to re-warm the now-dry air and is subsequently blown back into the room, starting the cycle again. Not only do these dehumidifying systems require less energy to operate, but they also don’t require more than the ambient heat supplied to the building to operate efficiently. Right now these systems are designed for large production plants, but I am sure that in time smaller scale systems will be available.
Pack & Stack
While a finish may feel dry to the touch in a matter of hours, this does not mean that it is ready to travel.
- Finish should be dry for a minimum of 48 hours before being packed and stacked
- Longer in humid weather
- Longer for glazed & full-fill finishes
- Most wood finishes take 30 days to fully cure and harden
- Never stack pieces “finish to finish” without a protective layer between
- Always use plain paper or a closed cell foam between layers when bundling multiple shelves, doors or panels
- Never use corrugated cardboard between layers – it will leave an imprint
- Never use newspaper between layers as the ink may transfer onto the finished piece
- Whenever possible ship bundles of shelves, doors or panels on edge rather than laying flat
- Never leave newly finished products in a truck for an extended period of time
- Summer heat can cause freshly finished pieces to stick together or to leave an imprint from their wrapper
- Winter cold can cause freshly finished pieces to cold check and crack
- Store shelves, doors or panels standing on end at the jobsite rather than laying flat.
- Cut the tape or wrapper on bundles as soon as possible after the product is delivered to relieve pressure
- Make sure moving pads and blankets are clean and free of debris

Printing
Cleanup
Clean equipment right after use. Once dry waterborne finishes do not re-dissolve in water and solvents turn them into a rubbery gooey substance – the technical term is snot. Guns must have their needle, nozzle, and air cap removed and scrubbed with warm soapy water and a brush. You can also add a little ammonia to the solution. You cannot clean guns by just blowing water through them; I have tried and have regretted it afterward. If a gun is going to be reused later for a solvent-based finish after washing with the water solution you should run denatured alcohol through it to remove any remaining moisture. Denatured alcohol is miscible in water. The remaining water will go into solution with the alcohol and be cleared out of the gun.
Final Thought
Be environmentally responsible with the disposal of your unused product. Just because it is mostly water doesn’t mean that you can simply pour it down the drain. Check with local authorities or a licensed waste hauler to make sure that your disposal methods are in compliance.

